
Looking for a conveyor belt solution that will not only stand the test of time but also provide maximum hygiene benefits? Look no further than a stainless steel mesh conveyor belt. These belts have become increasingly popular in a range of industries, and for good reason.
In this article, we will explore the benefits of stainless steel mesh conveyor belts, their applications, and how to properly maintain them. But first, let’s dive deeper into what they are and why you should consider them for your business.
What is a Stainless Steel Mesh Conveyor Belt?
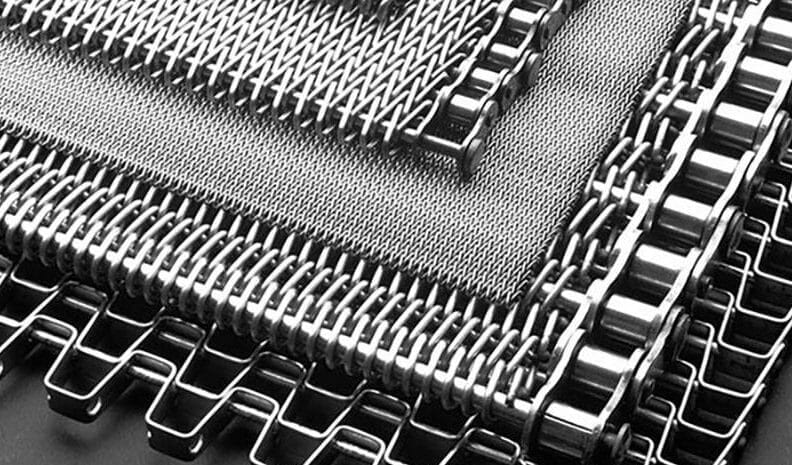
A stainless steel mesh conveyor belt is a type of conveyor belt that is constructed with stainless steel mesh strips or wire mesh. These belts consist of a series of interlocking chain links and can be used in a variety of industries, including food processing, pharmaceuticals, and automotive manufacturing.
The individual stainless steel mesh strips are woven together using a specific pattern, creating an open mesh surface area that allows for the efficient movement of materials. Unlike solid-surfaced conveyor belts, the mesh structure of stainless steel mesh conveyor belts allows for air and liquid to easily pass through, making them ideal for applications where cleanliness and hygiene are critical.
Stainless steel mesh conveyor belts are often chosen for their durability, versatility, and long-lasting performance. They can withstand harsh environmental conditions, high temperatures, and heavy loads, making them an ideal choice for many industries.
Why Choose a Stainless Steel Mesh Conveyor Belt?
When it comes to choosing a conveyor belt for your manufacturing or processing needs, there are many options available. However, a stainless steel mesh conveyor belt is a superior choice for several reasons.
Firstly, stainless steel mesh conveyor belts are incredibly versatile and can be used in a variety of industries. From food processing to automotive manufacturing, a stainless steel mesh belt can handle anything from small parts to large volumes of materials.
| Advantages of Stainless Steel Mesh Conveyor Belts: |
|---|
| Durable and long-lasting |
| Hygienic and easy to clean |
| Heat and corrosion resistant |
| Can handle heavy loads |
Additionally, stainless steel mesh conveyor belts are highly durable and can withstand harsh environments. They are resistant to heat and corrosion, which makes them ideal for industries that require high temperatures or use corrosive materials.
Moreover, stainless steel mesh conveyor belts are hygienic and easy to clean, making them a great choice for the food and pharmaceutical industries. Stainless steel is naturally resistant to bacteria, and the open mesh design allows for easy cleaning and maintenance.
Overall, a stainless steel mesh conveyor belt is a reliable, versatile, and cost-effective choice for any industry that requires a conveyor belt solution. Its many advantages make it a popular choice for businesses that want to improve their efficiency and productivity.
Durability of Stainless Steel Mesh Conveyor Belts
Stainless steel mesh conveyor belts are known for their longevity and durability in a variety of industries. They are made from high-quality stainless steel, which is a strong and corrosion-resistant material. This makes them a popular choice for conveyor belts in harsh environments where other materials may not hold up as well.

The durability of stainless steel mesh conveyor belts allows them to withstand high temperatures, heavy loads, and harsh chemicals that may damage other types of conveyor belts. They can also handle frequent use and stress without becoming damaged or worn down.
Resistance to Corrosion
One of the key benefits of using a stainless steel mesh conveyor belt is its resistance to corrosion. This makes it ideal for use in industries such as food processing, pharmaceuticals, and chemical processing, where exposure to liquids and chemicals is common.
Stainless steel is naturally resistant to rust and corrosion, meaning that it can withstand exposure to harsh chemicals and fluids without becoming damaged or weakened. This makes it a reliable choice for conveyor belts in these environments, as it can help prevent contamination and ensure a safe and hygienic working environment.
Longevity
The durability and longevity of stainless steel mesh conveyor belts make them a cost-effective solution for many industries. They require minimal maintenance and can last for years without needing to be replaced or repaired.
Stainless steel mesh conveyor belts are designed to withstand heavy loads and frequent use without becoming damaged or worn down. This means that they can handle the demands of high-volume production environments without experiencing the same wear and tear as other types of conveyor belts.
Easy to Clean
Another benefit of using a stainless steel mesh conveyor belt is that it is easy to clean. The open mesh design of the belt allows for easy access to all the areas that need to be cleaned, which helps ensure a hygienic working environment.
Stainless steel is also resistant to bacteria and other microorganisms, which means that it can help prevent the growth and spread of harmful germs and pathogens. This is particularly important in food processing and pharmaceutical industries, where hygiene is a top priority.
Overall, the durability of stainless steel mesh conveyor belts makes them a reliable and long-lasting choice for a range of industries. Their resistance to corrosion, longevity, and ease of cleaning make them a cost-effective and hygienic solution for demanding production environments.
Read More : Durable Duplex Stainless Steel Plates | Strong and Corrosion Resistant
Hygiene Benefits of Stainless Steel Mesh Conveyor Belts
If you work in the food production industry, you know how critical it is to maintain a clean and hygienic environment. That’s why choosing a stainless steel mesh conveyor belt for your facility is an excellent choice. Not only are they durable and reliable, but they also offer several hygiene benefits that other conveyor belts cannot.
Firstly, stainless steel mesh conveyor belts are non-porous and do not absorb liquids or bacteria. This quality makes them easy to clean and sanitize, ensuring that there is no cross-contamination between batches of food. Additionally, the smooth surface of the belt prevents any food particles from getting trapped, making cleaning even easier and more effective.

Furthermore, stainless steel is a non-corrosive material, meaning it does not rust or degrade when exposed to moisture or chemicals used in the cleaning process. This property ensures that the conveyor belt remains in good condition, maintaining its hygiene standards and extending its lifespan.
Another advantage of using a stainless steel mesh conveyor belt is that it is resistant to high temperatures, allowing it to be used in a variety of applications. The belt can withstand the heat used in pasteurization and sterilization processes, ensuring that your food products are free from harmful bacteria and other microorganisms.
Overall, choosing a stainless steel mesh conveyor belt offers a cost-effective and hygienic solution for your food production facility. With its smooth and non-porous surface, resistance to corrosion and high temperatures, and ease of cleaning, it’s no wonder that stainless steel mesh conveyor belts are the preferred choice in the food industry.
Stainless Steel Mesh Fence Applications

Stainless steel mesh fencing has a wide range of applications across various industries. Here are some of the most common:
| Industry | Application |
|---|---|
| Food Processing | Stainless steel mesh fencing is used to create barriers that prevent contaminants or pests from entering food production areas. It is also ideal for creating partitions, separating different work areas, and enclosing machinery. |
| Pharmaceuticals | The hygiene and durability of stainless steel mesh fencing make it ideal for the pharmaceutical industry. It is used as barriers to prevent cross-contamination and in cleanrooms to maintain a sterile environment. |
| Chemicals | Stainless steel mesh fencing is also used in chemical plants to protect against chemical reactions, fumes, and spills. It is commonly used to enclose areas where dangerous chemicals are stored or used. |
| Oil and Gas | Stainless steel mesh fencing is used in the oil and gas industry to protect workers from high heat, flames, and equipment hazards. It is also used in offshore drilling platforms, where it can withstand harsh weather conditions. |
| Construction | Stainless steel mesh fencing is used in construction sites to secure the perimeter of the site, prevent unauthorized access, and protect against theft. It is also used as a safety barrier around excavation sites, cranes, and scaffolding. |
Stainless steel mesh fencing is also commonly used in zoos, parks, and recreational areas to enclose habitats and create safe viewing areas for visitors.
Maintenance of Stainless Steel Mesh Conveyor Belts
Maintaining your stainless steel mesh conveyor belt is essential to ensure it performs optimally and has a long lifespan. Here are some tips:
- Regularly inspect the belt for any signs of wear and tear or damage, such as broken wires or loose mesh. If you notice any issues, address them immediately.
- Clean the belt regularly to prevent the build-up of debris, which can cause damage. Use a non-abrasive cleaner and soft brush to gently scrub the belt.
- Ensure the belt is properly tensioned to prevent it from slipping or becoming misaligned. This can cause damage to the belt and the machinery it is attached to.
- Check for proper alignment of the belt and its components. Misalignment can cause excessive wear and tear, leading to premature failure of the belt.
- Regularly lubricate the moving parts of the conveyor system to prevent friction and wear.
Tip: It’s important to follow the manufacturer’s guidelines for maintenance and cleaning to ensure you don’t damage the belt.
By following these simple maintenance tips, you can ensure your stainless steel mesh conveyor belt operates smoothly and efficiently, saving you time and money in the long run.
Cost Effectiveness of Stainless Steel Mesh Conveyor Belts
When it comes to choosing a conveyor belt material, cost is often a significant factor. While stainless steel mesh conveyor belts may seem like a more expensive option than other materials, their cost-effectiveness over time should not be overlooked.
Stainless steel mesh conveyor belts have a longer lifespan than most other materials due to their exceptional durability. This means that while the upfront cost may be greater, the need for frequent replacements and repairs is greatly reduced, resulting in long-term savings.
| Material | Average Cost per Square Foot | Lifespan |
|---|---|---|
| Plastic | $10-$20 | 2-4 years |
| Rubber | $20-$40 | 3-5 years |
| Metal | $25-$50 | 5-7 years |
| Stainless Steel Mesh | $30-$60 | 10+ years |
As shown in the table, while stainless steel mesh conveyor belts may have a slightly higher upfront cost, their longer lifespan makes them a more cost-effective option over time. This is especially true in industries where conveyor belts are subjected to high temperatures, harsh chemicals, and heavy loads.
Furthermore, stainless steel mesh conveyor belts require less maintenance and cleaning, resulting in additional cost savings. They are also recyclable, making them an environmentally-friendly option.
In summary, while stainless steel mesh conveyor belts may have a higher initial cost, their exceptional durability and longer lifespan make them a more cost-effective choice in the long run. Their lower maintenance and cleaning requirements and recyclability also contribute to their cost-effectiveness, making them a smart investment for various industries.
What are some applications of casting stainless steel?
When exploring stainless steel casting possibilities, numerous applications emerge. Stainless steel casting finds its use in industries like automotive, aerospace, and oil and gas. It is employed for manufacturing high-performance components such as engine parts, valves, and pumps. Its excellent corrosion resistance makes it ideal for applications in harsh environments. Additionally, stainless steel castings are widely used in creating intricate shapes and designs for architectural and artistic purposes.
Frequently Asked Questions about Stainless Steel Mesh Conveyor Belts
Here are some of the most commonly asked questions about stainless steel mesh conveyor belts.
What industries can benefit from using a stainless steel mesh conveyor belt?
Stainless steel mesh conveyor belts are commonly used in industries such as food processing, pharmaceuticals, chemical production, and packaging. Their durability, hygiene benefits, and ability to withstand extreme temperatures make them a top choice for these industries.
What makes stainless steel mesh conveyor belts more hygienic than other types of conveyor belts?
Stainless steel is a non-porous material that is easy to clean and does not harbor bacteria. The open mesh structure of the conveyor belt allows for easy cleaning and airflow, preventing the growth of bacteria. Additionally, stainless steel is resistant to corrosion and chemicals, ensuring that the conveyor belt remains hygienic even after exposure to harsh cleaning agents.
How do I properly maintain my stainless steel mesh conveyor belt?
To maintain your stainless steel mesh conveyor belt, it is important to regularly clean it with a mild detergent and water. Avoid using harsh chemicals or abrasives that may damage the surface of the belt. Inspect the belt regularly for any signs of wear or damage, and replace or repair as needed. It is also important to ensure that the belt is properly tensioned and aligned to prevent excess wear.
Are stainless steel mesh conveyor belts more expensive than other types of conveyor belts?
While stainless steel mesh conveyor belts may have a higher upfront cost than other materials, they are often more cost-effective in the long run due to their durability and long lifespan. They also require less maintenance and replacement, further reducing costs over time.
Can stainless steel mesh conveyor belts be customized to fit specific requirements?
Yes, stainless steel mesh conveyor belts can be customized to fit specific size and shape requirements. They can also be designed with different mesh sizes and configurations to suit different applications. Contact a reputable manufacturer to discuss your specific needs and to receive a custom quote.





